Language
Search


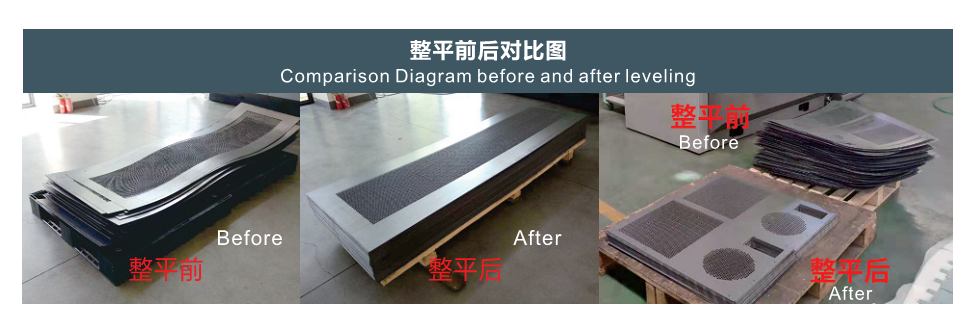
Di bawah keadaan lenturan elastik-plstik yang besar, tidak kira betapa berbezanya tahap lenturan asal, mesin meratakan ketepatan menggunakan"Kesan Bauschinger"daripada bahan untuk membengkokkan plat berulang kali, secara beransur-ansur mengurangkan pesongan lenturan, dan secara beransur-ansur menukar kelengkungan asal menjadi satu lengkungan, dan akhirnya meratakannya untuk mencapai ketepatan meratakan yang diperlukan oleh proses.
Selepas satu siri lenturan berselang-seli, kepingan logam dikawal oleh motor dan PLC untuk mengawal dengan tepat tekanan rendah setiap dram meratakan, menghapuskan tekanan dalaman, dan secara asasnya menyelesaikan kesan meratakan yang tidak memuaskan yang disebabkan oleh tekanan yang berbeza di setiap bahagian. lembaran logam, dengan itu mencapai meratakan ketepatan tinggi.

| Jadual parameter penyamaratakan ketepatan CNC logam kepingan MHT40 | |||||||
| Mesin Model | MHT40-400-21 | MHT40-600-21 | MHT40-800-21 | MHT40-1000-21 | MHT40-1300-21 | MHT40-1600-21 | MHT40-2100-21 |
| penggelek Diameter | φ40mm | φ40mm | φ40mm | φ40mm | φ40mm | φ50mm | φ50mm |
| penggelek Nombor | 19 | 19 | 19 | 19 | 19 | 19 | 19 |
| Diratakan Lebar | 600mm | 600mm | 800mm | 1000mm | 1300mm | 1300mm | 1300mm |
| Dinilai Pinggan Ketebalan | 0.4~3.0mm | 0.4~3.0mm | 0.4~3.0mm | 0.4~3.0mm | 0.4~3.0mm | 0.4~3.0mm | 0.4~3.0mm |
| maksimum Ketebalan | 4mm | 4mm | 4mm | 4mm | 4mm | 4mm | 4mm |
| Bahan Kerja Terpendek | 75mm | 75mm | 75mm | 75mm | 75mm | 75mm | 75mm |
| Objek Berkenaan | Pita Melingkar. Strip keluli, Lembaran Logam, dsb. | ||||||